

Industri nyheder


Industri nyheder
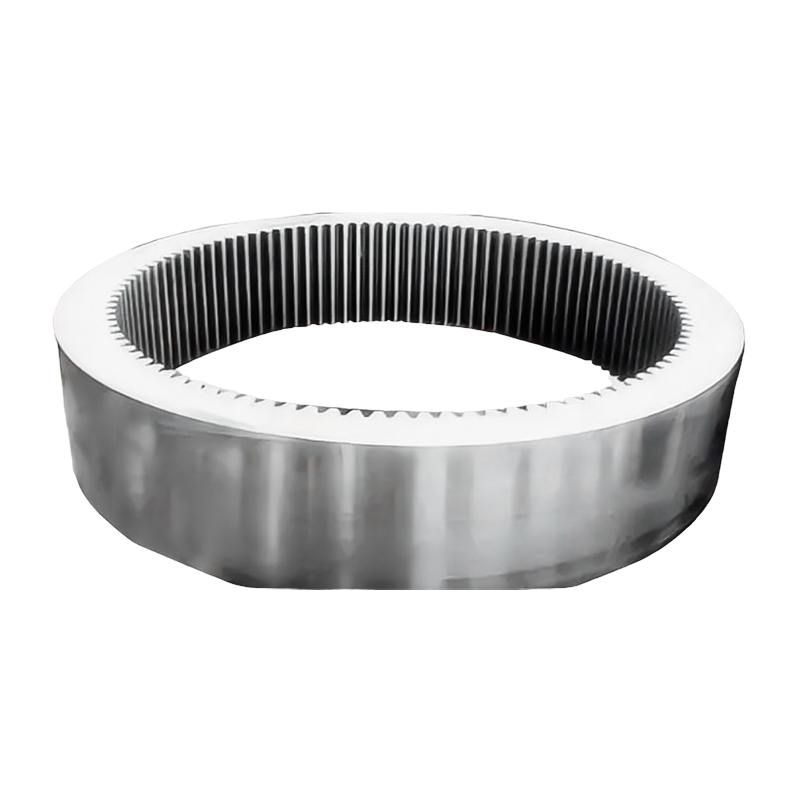
Hvad er levetiden for en vindmølle gearkasse smedning?
2026-05-08
Den designede levetid på vindmølle gearkasse smedninger er typisk 20 år , som stemmer overens med standard driftslevetid for en moderne vindmølle. Under optimalt materialevalg, fremstillingskvalitet, smørestyring og vedligeholdelsespraksis kan højtydende smedede komponenter – inklusive ringgear, planetbærere, aksler og flanger – opfylde eller overgå dette mål. Den faktiske levetid varierer dog betydeligt afhængigt af belastningscyklusser, miljøforhold og vedligeholdelsesdisciplin, og i nogle installationer er det dokumenteret, at smedegods overlever 25 år eller mere uden udskiftning.
Hvorfor 20 år er industridesignstandarden
Den 20-årige designlevetid for vindmøllekomponenter er ikke vilkårlig - den er afledt af de finansielle og strukturelle rammer for vindenergiprojekter. De fleste finansieringsaftaler for vindmølleparker, elkøbskontrakter og godkendelser er struktureret omkring en 20-årig projektperiode, så vindmølledesignere konstruerer alle større strukturelle og mekaniske komponenter for at forblive inden for sikre træthedsgrænser i denne periode.
Specifikt for gearkassesmedninger regulerer IEC 61400-1-standarden vindmølledesignbelastninger, mens gear- og lejekomponenter er dimensioneret i henhold til ISO 6336 (geartræthed) og ISO 281 (lejelevetid). Disse standarder definerer belastningsspektre, sikkerhedsfaktorer og udmattelsesberegninger, der tilsammen retter sig mod en minimum 20 års designlevetid ved et pålidelighedsniveau på 97,5 % til kritiske smedninger af drivlinjen.
Med stigende interesse for livsforlængelseprojekter - hvor operatører søger at køre turbiner ud over deres oprindelige designlevetid for at maksimere investeringsafkastet - bliver mange smedede komponenter nu konstrueret til at 25- eller 30-årige træthedsliv i nyere turbinedesign, forudsat at vedligeholdelsesprotokollerne følges nøje.
Nøglefaktorer, der bestemmer levetiden for gearkassesmedninger
Levetiden er ikke kun en funktion af design - det er det kumulative resultat af materialekvalitet, fremstillingspræcision, driftsbelastning og vedligeholdelseskvalitet. Følgende faktorer har den største målbare indflydelse:
Materialekvalitet og renlighed
Vindmølle gearkasse smedning er produceret af højlegeret stål, mest almindeligt 18CrNiMo7-6, 20MnCr5 eller 42CrMo4 , udvalgt for deres kombination af kernesejhed og overfladehærdning. Stålrenhed - specielt indholdet af ikke-metalliske indeslutninger såsom sulfider og oxider - er kritisk: inklusionsindhold over accepterede tærskler fungerer som initieringssteder for udmattelsesrevner. Vakuumafgasset, øse-raffineret stål med iltindhold nedenfor 15 ppm demonstrere væsentlig længere udmattelseslevetid i roterende bøjningstest sammenlignet med konventionelt smeltet stål.
Smedeproces og kornstruktur
Smedningsprocessen forfiner den støbte kornstruktur af stålbarrer til en tæt, retningsbestemt kornstrøm, der følger den færdige komponents geometri. Denne kornstrømsjustering øger modstanden mod udmattelsesrevneudbredelse ved 20–40 % sammenlignet med bearbejdet stanglager af samme materialekvalitet ifølge sammenlignende udmattelsestestdata. Smedning med lukket matrice med kontrollerede reduktionsforhold sikrer ensartet kornforfining i hele tværsnittet, inklusive i tykvæggede sektioner såsom planetbærerbaner.
Varmebehandlingskvalitet
Case-hærdende processer - typisk karburering efterfulgt af quenching og temperering — skab et hårdt, slidbestandigt overfladelag (typisk 0,8-2,0 mm effektiv kassedybde) over en sej kerne. De kompressionsrestspændinger, der indføres ved kasse-kerne-grænsefladen, er en primær mekanisme, der forsinker udmattelsesrevneinitiering ved tandroden og flankekontaktzonen. Afvigelser i opkulningsatmosfære, temperaturensartethed eller bratkølingshastighed resulterer i uensartet husdybde eller bibeholdte austenitniveauer over 25 % , som begge målbart reducerer træthedslevetiden.
Faktisk vs. designbelastningsspektrum
Gearkassesmedninger er dimensioneret til et beregnet belastningsspektrum baseret på møllens vindklasse. Når en turbine installeres på et sted med højere end designgennemsnitlig vindhastighed eller hyppigere turbulente vindstød, akkumuleres kumulative træthedsskader hurtigere end designmodellen forudsagt. Feltundersøgelser har vist, at gearkasser, der er installeret i højturbulens på land, kan opbruge deres teoretiske udmattelseslevetid i 12-15 år frem for 20, selv når smedegodset selv er fri for fabrikationsfejl.
Smøring og forureningskontrol
Smøremiddelfilmtykkelse ved tandhjulets kontaktzone er den primære faktor, der forhindrer overfladetræthed (mikropitting og makropitting). Når lambdaforholdet - forholdet mellem oliefilmtykkelse og kompositoverfladeruhed - falder under 1.0 , opstår metal-til-metal-kontakt, og overfladetræthed starter hurtigt. Vandindtrængen over 0,1 volumenprocent i gearkasseolie accelererer leje- og gearoverfladetrætheden dramatisk ved at fremme brintskørhed og reducere smøremiddelfilmstyrken. Antallet af kontamineringspartikler over ISO 4406 renhedsklasse 16/14/11 er blevet direkte korreleret med forkortet lejelevetid i vindgearkasseovervågningsprogrammer.
Sammenligning af levetid efter smedningskomponenttype
| Smedet komponent | Typisk designliv | Almindelig fejltilstand | Livsbegrænsende faktor |
|---|---|---|---|
| Ringgear (ringring) | 20-25 år | Træthed ved tandrodsbøjning | Case dybde ensartethed, belastningsspektrum |
| Planetbærer | 20 år | Strukturel træthed ved baneforbindelser | Stresskoncentration, smedning af kornflow |
| Lavhastighedsaksel (LSS) | 20-25 år | Vridningstræthed, gnaver ved kilespor | Overfladefinish, pasformstolerancer |
| Højhastighedsaksel (HSS) | 20 år | Overfladegruber ved lejesæder | Smørekvalitet, justering |
| Gearflanger og koblinger | 20-30 år | Træthedsrevner ved bolthuller | Bolt forspænding, korrosionsbeskyttelse |
Hvordan træthedsmodstand er indbygget i smedegods
Træthedsmodstand - evnen til at udholde millioner af gentagne stresscyklusser uden revneinitiering - er den vigtigste egenskab ved en gearkassesmedning. Flere fremstillingstrin arbejder i kombination for at maksimere det:
- Skudblæsning af tandhjulsflanker og rødder introducerer kompressionsrestspændinger op til 600-800 MPa ved overfladen, direkte modsat de trækspændinger, der genereres under tandbelastning, som ellers ville drive revneudbredelse.
- Kontrollerede smedningsreduktionsforhold på mindst 4:1 er specificeret for at sikre fuldstændig nedbrydning af den oprindelige barre dendritiske struktur og ensartet kornstørrelse i hele smedetværsnittet.
- Ultralydstest (UT) og magnetisk partikelinspektion (MPI) anvendes på 100 % af gearkassesmedningen, der er bestemt til vindenergianvendelser, og detekterer interne og overfladediskontinuiteter, der ikke kan identificeres visuelt.
- Tempering efter bratkøling reducerer skørhed indført ved martensitisk transformation, samtidig med at den bevarer hårdheden over 58–62 HRC ved kabinettet til tandhjulskomponenter.
- Snævre dimensionstolerancer (gear nøjagtighedsgrad AGMA 11 eller ISO 5 ækvivalent) minimerer dynamisk belastningsforstærkning forårsaget af tandafstand og profilfejl, hvilket direkte reducerer træthedsbelastning i forhold til det nominelle overførte drejningsmoment.
Vedligeholdelsespraksis, der forlænger smedningens levetid
Selv smedegods af højeste kvalitet vil svigte for tidligt, hvis vedligeholdelsen forsømmes. Følgende praksis har dokumenteret positiv indvirkning på gearkassesmedningens levetid:
Olieprøveudtagning og analyse
Regelmæssig olieprøvetagning - typisk hver 3-6 måneder — registrerer tidligt slidaffald fra gear og lejeoverflader, før der opstår makroskopisk skade. Ferrografisk analyse af olieprøver kan identificere mikropitting i tandhjul så meget som 6-12 måneder før det udvikler sig til synlig afskalning, hvilket tillader en planlagt vedligeholdelsesindgreb i stedet for en nødudskiftning.
Vibrationsovervågning
Kontinuerlig vibrationsovervågning via accelerometre monteret på gearkassehuset fanger gearmaskefrekvensharmoniske og lejedefekte frekvenser, der er karakteristiske for specifikke fejltilstande i smedegods. Tilstandsovervågningssystemer med automatiserede alarmtærskler giver operatører mulighed for at opdage unormale vibrationssignaturer uger til måneder før katastrofal fiasko , hvilket reducerer uplanlagt nedetid og sekundær skade på tilstødende komponenter.
Inspektion af justering og momentarm
Forskydning mellem rotorakslen og gearkassens input introducerer uensartet belastningsfordeling på tværs af tandhjulets overflader, hvilket får den ene ende af tanden til at bære uforholdsmæssigt høje belastninger. Flankelastfordelingsfaktorværdier ovenfor K_H_beta = 1,3 (i henhold til ISO 6336) anses for at være skadelig for langvarig udmattelseslevetid. Årlig inspektion og korrektion af justering af drivlinen kan måleligt reducere hastigheden af ophobning af træthedsskader i planetbærer- og ringgearsmedninger.
Verifikation af boltmoment
Strukturelle smedede flanger og bæreanordninger er afhængige af korrekt boltforspænding for at opretholde samlingens integritet. Løse fastgørelseselementer tillader mikrobevægelser ved sammenfaldende overflader, hvilket genererer gnidningsslid og udmattelsesrevner ved bolthuller. Momentverifikation ved hvert større serviceinterval - typisk årligt eller efter 50.000 driftstimer svarende til — forhindrer progressiv fugeløsnelse, der ellers er usynlig, indtil flangerevner opdages.
Livsforlængelse ud over 20 år
Efterhånden som den globale vindflåde ældes, er levetidsforlængelse af eksisterende møller blevet en økonomisk vigtig mulighed. Turbiner, hvis tårne og fundamenter forbliver strukturelt sunde, men hvis oprindelige 20-årige designlevetid nærmer sig, kan vurderes til fortsat drift, hvor gearkassesmedning er et centralt evalueringselement.
Livsforlængelsevurderinger for gearkassesmedning involverer typisk:
- Træthedsforbrugsberegning — sammenligning af den faktiske belastningshistorik (fra SCADA-data) med det oprindelige designbelastningsspektrum for at bestemme resterende udmattelseslevetid ved hjælp af Miners regel
- Ikke-destruktiv undersøgelse — boreskopinspektion af tandhjulstænder, farvestofgennemtrængning eller magnetisk partikelinspektion af tilgængelige smedeflader og ultralydstykkelsesmåling af bærebaner
- Olieanalyse trend gennemgang — evaluering af den langsigtede tendens i slidmetalkoncentrationer og partikelantal for at identificere komponenter, der nærmer sig slutningen af deres overfladetræthedslevetid
- Udskiftning af komponentudskiftning — selektivt udskiftning af slidstærkt smedegods såsom HSS og dets lejesæder, samtidig med at strukturelt sunde hovedsmedninger som ringgear og planetbærer bevares
Projekter, der har fulgt strukturerede protokoller for forlængelse af levetiden, har med succes drevet turbine gearkasser med originale smedegods til 5-10 år ud over den oprindelige designlevetid , der genererer indtægter fra infrastruktur, der ellers ville blive nedlagt.
Tegn på, at gearkassesmedninger nærmer sig slutningen af levetiden
Genkendelse af tidlige advarselsskilte giver operatører mulighed for at planlægge udskiftninger proaktivt i stedet for at reagere på pludselige fejl. Nøgleindikatorer omfatter:
- Stigende koncentrationer af jern (Fe) og krom (Cr) i olieprøver — værdier, der stiger med mere end 5 ppm pr. prøvetagningsinterval, tyder på slid på accelererende gear eller akseloverflade
- Gear mesh frekvens sidebånd i vibrationsspektre — amplitudemodulationssidebånd omkring gearnets harmoniske indikerer udvikling af tandprofilskader på smedede gearkomponenter
- Synlig tandoverfladetræthed under boreskopinspektion — mikropitting, der dækker mere end 10 % af det aktive tandflankeareal, er et kriterium for planlagt udskiftning i de fleste gearkassevedligeholdelsesstandarder
- Forøgelse af gearkassens driftstemperatur — en vedvarende stigning på mere end 5°C over den historiske basislinje ved de samme omgivende betingelser tyder på forringede smøreforhold eller intern friktion fra slidte komponenter
- Unormal støj under drift — støj af slagtype ved akslens rotationsfrekvens eller gearmaskefrekvens indikerer tandafslag eller spartling på smedede gearkomponenter







Nyheder
Send os besked lige nu!
-
Mobil terminal
-
Hurtige links
Produkter Om os Udstyr & Kapacitet Kvalitet Nyheder Kontakt os -
Produktkategori
Elkraft Energismedning Skibs- og Havnemaskineri Smedegods Smedning af minedrift og metallurgi Smedning af fødevare- og fodermaskiner Petrokemisk industri smedegods Svejsefremstilling TILPASSET FINISH DELE -
Kontakt os
Mob.: +86-173 7218 0878 Tel.: +86-515-8389 0396 E-mail: ivy.zhai@aceprocess.cn Add.: No.21 Jinfeng Road, Economic Development Park, Dafeng District, Yancheng City, Jiangsu, Kina
Copyright © 2025 Yancheng ACE Machinery Co., Ltd. Alle rettigheder forbeholdes.
Kina åbne støbe smedning producent
leverandør af specialfremstillet præcisionssmed
