


Vindmølle 3MW-10MW Planet Carrier smedning





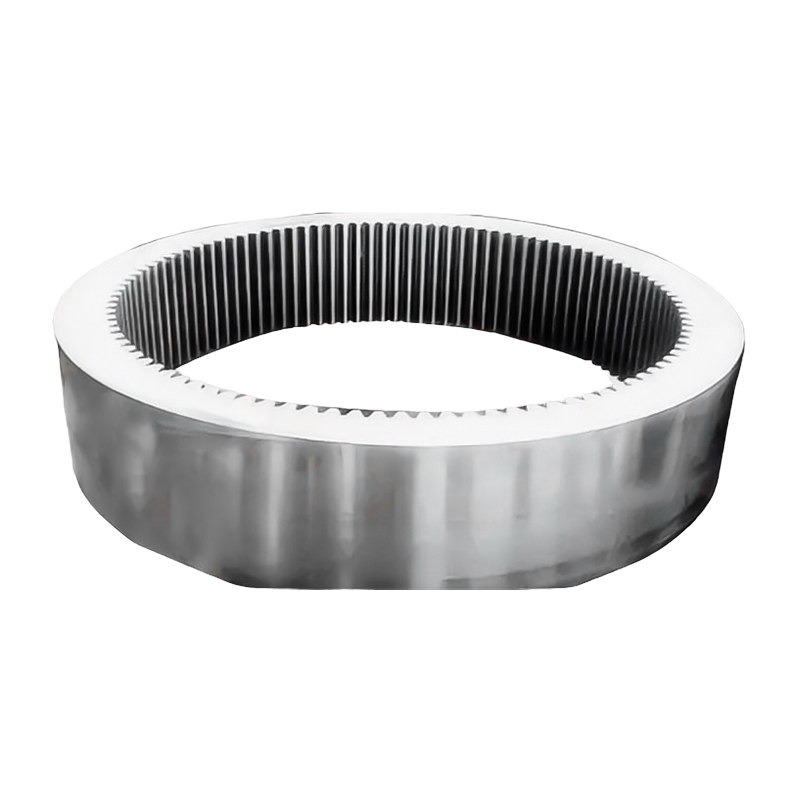
Anvendes i vindmølle gearkasser til kraftoverførsel. Højkvalitets legeret stål er udvalgt til produktion, og ydeevnen forbedres gennem smedning og varmebehandlingsprocesser. Der tilbydes installationsvejledning og fejldiagnosetjenester. Deres fordele ligger i stærk træthedsmodstand, som sikrer stabil drift af gearkasser og forbedrer vindenergikonverteringseffektiviteten.
ACE Group er en omfattende virksomhedsgruppe, der specialiserer sig i tung industriel produktion og fungerer som Kina Vindmølle gearkasse smedninger Producenter og Vindmølle gearkasse smedninger Fabrik. Dens aktiviteter omfatter smedning, varmebehandling, præcisionsmekanisk bearbejdning, svejskonstruktioner og produktion af maling til tunge driv- og frihjulskæder. Denne integrerede struktur dækker nøgleproduktionsprocesser i maskinindustrien og kombinerer teknologisk styrke med storskala produktionskapaciteter.
Detaljer om nøgledatterselskaber:
Jiangsu ACE Energy Technology Co., Ltd.: Gruppens primære produktionsbase, officielt startet i november 2025. Dækker et areal på 55 acres med en samlet byggeareal på over 50.018 kvadratmeter. Fabrikken er udstyret med elektrohydrauliske hamre på 3, 5 og 15 tons; vertikale ringvalsemaskiner på 1 og 1,5 meter; energieffektive gasopvarmningsovne; modstandsovne til varmebehandling; hærdebade; induktionshærdningsanlæg; bearbejdningscentre og andet produktionsudstyr.
Yancheng ACE Machinery Co., Ltd.: Grundlagt i 2019, dækker et areal på 20 acres med en byggeareal på 13.333 kvadratmeter. Har en integreret produktionslinje for svejse- og rettestålskonstruktioner og et værksted til præcisionsmekanisk bearbejdning.
Yancheng ACE Surface Treatment Technology Co., Ltd.: Driver en stor pulverlaklinje til tunge driv- og frihjulskæder. Med fokus på professionel overfladebehandlingsteknologi opnår enkeltlagsbelægningen en tykkelse på 400 µm, hvilket sikrer pålidelig beskyttelse mod korrosion og vejrlig samt løsninger til optimering af udseendet, hvilket forbedrer gruppens fulde produktlivscyklus.
ACE Group understøttes af et ledelsesteam bestående af unge nøglemedarbejdere med erfaring inden for materialevidenskab, varmebehandling, mekanisk bearbejdning og overfladebehandling. De er velbevandrede i internationale og nationale standarder, er innovative og stræber efter fornyelse. Datterselskabet ACE Machinery har gennemført ISO 9001 kvalitetsstyringssystemcertificering fra TÜV Rheinland samt ISO 14001, 45001 og 50001 systemcertificeringer. Anerkendt som et Specialiseret, Præcist, Unikt og Innovativt Foretagende, Nationalt Højteknologisk Foretagende og har en virksomhedskreditvurdering på 3A-niveau.
Baseret på integrerede MES- og ERP-styringssystemer, integration af informationsteknologi og industrialisering, cloud-datalagring og med målet om at opbygge et moderne energieffektivt foretagende, opretholder gruppen et omfattende kontrolsystem. Har måle- og kontrolinstrumenter, udstyr til ikke-destruktiv prøvning og kvalificeret personale, der implementerer streng kontrol fra materialers indre kvalitet til udseende og dimensioner. Alt afsendt produkt gennemgår 100% kontrol, i overensstemmelse med forretningsfilosofien om at stræbe efter 100% kvalitetsafsendelse og nul kundeklager. Et CNAS-standardlaboratorium vil blive etableret for at give videnskabelig teststøtte til kvalitetskontrol i produktionen og teknologisk forskning og udvikling, hvilket derved forbedrer produktkvalitet og teknologisk innovation.
I fremtiden vil ACE Group fortsætte med at udnytte de tekniske fordele og industrielle synergier fra sine datterselskaber. Gennem standardiseret produktion, specialiserede teknologier, integrerede tjenester og et strengt kvalitetsstyringssystem stræber gruppen efter at levere effektive og pålidelige løsninger inden for industriel produktion til globale kunder, og bevæger sig selvsikkert mod at blive en førende omfattende leverandør af produktionsservices i branchen.







Wind turbine gearbox forgings are precision-engineered metal components produced through controlled deformation of high-grade alloy steel, designed specifically to transmit and amplify rotational forces within a wind turbine's drivetrain. In simple terms, they are the structural backbone of the gearbox — converting th...
Se mereFor marine fremdrivningsaksler, smedede aksler er det overlegne valg i stort set alle krævende applikationer . Smedning producerer en kontinuerlig, justeret kornstruktur, der typisk leverer trækstyrker 20 til 40 % højere end tilsvarende støbte aksler af samme legering,...
Se mereDen designede levetid på vindmølle gearkasse smedninger er typisk 20 år , som stemmer overens med standard driftslevetid for en moderne vindmølle. Under optimalt materialevalg, fremstillingskvalitet, smørestyring og vedligeholdelsespraksis kan højtydende smedede komponenter – inklus...
Se mere









Vindmøllegearkasser er blandt de mest belastede miljøer i sektoren for vedvarende energi. Smedede komponenter foretrækkes frem for støbte dele, fordi de tilbyder overlegen træthedsmodstand, slagstyrke og en ensartet kornstruktur, der kan modstå det ekstreme drejningsmoment og cykliske belastning, der findes i moderne 1MW-15MW turbiner.
De fleste roterende dele og tunge lastbærende elementer i en vindmølle gearkasse er smedet:
Gear Blanks: Store skiver brugt til planetgear, solgear og ringgear. Disse kræver høj overfladehårdhed og kernesejhed.
Hovedaksler og indgangs-/udgangsaksler: Disse overfører det massive drejningsmoment fra rotoren til gearkassens højhastighedstrin.
Sømløse rullede ringe: Bruges til de ydre tandhjul og lejeløb.
Koblinger og flanger: Kraftige konnektorer, der forbinder drivlinjekomponenterne.
For at overleve 20 år i offshore eller fjerntliggende miljøer skal materialerne være legeret stål af høj renhed.
| Materialekvalitet | Nøgleegenskaber | Typisk anvendelse |
| 18CrNiMo7-6 | Høj hærdbarhed, fremragende udmattelsesstyrke. | Højhastighedsgear og planetgear. |
| 42CrMo4 / 4140 | Høj sejhed og moderat slidstyrke. | Hovedaksler og gearkasseindgangsaksler. |
| 34CrNiMo6 | Enestående dybde af hærdning og slagstyrke. | Skafter med stor diameter og kraftige ringe. |
| 43B17 | Høj kernestyrke og slidstyrke. | Gearemner og højmomentkoblinger. |
Produktionen af en vindmølle gearkasse smedning følger en streng rækkefølge:
Ingotsmeltning: Bruger EF (elektrisk lysbueovn) LF (raffinering) VD (vakuumafgasning) for at sikre ultrarent stål med lavt svovl- og fosforindhold.
Smedeudførelse:
Open-Die Smedning til store skafter.
Lukket smedning til højpræcisionsgear og koblinger.
Ringrullende til højstyrke cirkulære komponenter.
Varmebehandling: Kritiske trin som normalisering, quenching og temperering for at forfine kornstrukturen. Gear gennemgår ofte karburering (Case Hardening) for at opnå en hård overflade, samtidig med at de bevarer en duktil kerne.
Præcisionsbearbejdning: CNC grovdrejning og finishslibning for at opfylde tolerancer så snævre som $\pm 0,001$ tomme.
Vindgearkasser er berygtet for at være det "svage punkt" i en turbines levetid, så test er strengt:
Ultralydstestning (UT): Obligatorisk for at detektere indre hulrum eller ikke-metalliske indeslutninger i midten af tykke smedegods.
Magnetisk partikelinspektion (MT): Anvendes efter bearbejdning til at finde overflademikrorevner.
Kornstrømningsbekræftelse: Sikring af at metallets "flowlinjer" følger delens geometri for at maksimere styrken.
Overholdelse: Skal opfylde standarder som ISO 61400-4 (Designkrav til vindmøllegearkasser) og AGMA 6006.
Q: Hvorfor ikke bruge støbning til disse gear?
A: Støbning indeholder ofte bittesmå porer eller "krympnings"-defekter. I en vindmølle kan en enkelt defekt fungere som en stressstigning, hvilket fører til, at en tandhjulstand knækker af under kraftige vindstød. Smedegods er i det væsentlige "tomrumsfri".
Q: Hvad er den største trussel mod disse smedede dele?
A: Mikropitting og hvidætsningsrevner (WEC). Disse er træthedsproblemer på overfladeniveau forårsaget af en kombination af svingende belastninger og kemiske interaktioner med smøremidler.
Q: Hvor lang tid tager det at fremstille en tilpasset gearkasseaksel?
A: På grund af kravene til materialets renhed og varmebehandlingscyklusser varierer gennemløbstider traditionelt fra 20 til 52 uger, selvom specialiserede "fast-track"-producenter kan reducere dette til omkring 10 uger.
