

Industri nyheder
Hjem / Nyheder / Industri nyheder / Hvad er smedning? Forstå det grundlæggende i smedning og smedning
 Hjem / Nyheder / Industri nyheder / Hvad er smedning? Forstå det grundlæggende i smedning og smedning
Hjem / Nyheder / Industri nyheder / Hvad er smedning? Forstå det grundlæggende i smedning og smedning 
Industri nyheder
Hvad er smedning? Forstå det grundlæggende i smedning og smedning
2026-01-16
Når man diskuterer højtydende metalkomponenter, der bruges i tung industri, energiproduktion, skibsbygning, minedrift og maskiner, dominerer to fremstillingsprocesser samtalen: smedning og støbning. For virksomheder, der er afhængige af holdbare, bærende dele med lang levetid, forstå forskellen mellem smedning vs. støbning har direkte indflydelse på produktets pålidelighed, driftssikkerhed, vedligeholdelsesomkostninger og den samlede projektsucces. Denne artikel giver en komplet, branchefokuseret sammenligning mellem smedning og støbning, med særlig vægt på smedning , smednings , og specialiserede kategorier, herunder one-stop smedning , elektrisk kraft energi smedninger , skibs- og havnemaskineri smedegods , minedrift og metalsmedning , smedning af fødevare- og fodermaskiner , smedegods i petrokemisk industri , svejsefremstilling , og ikke-stogard tilpasset smedegods .
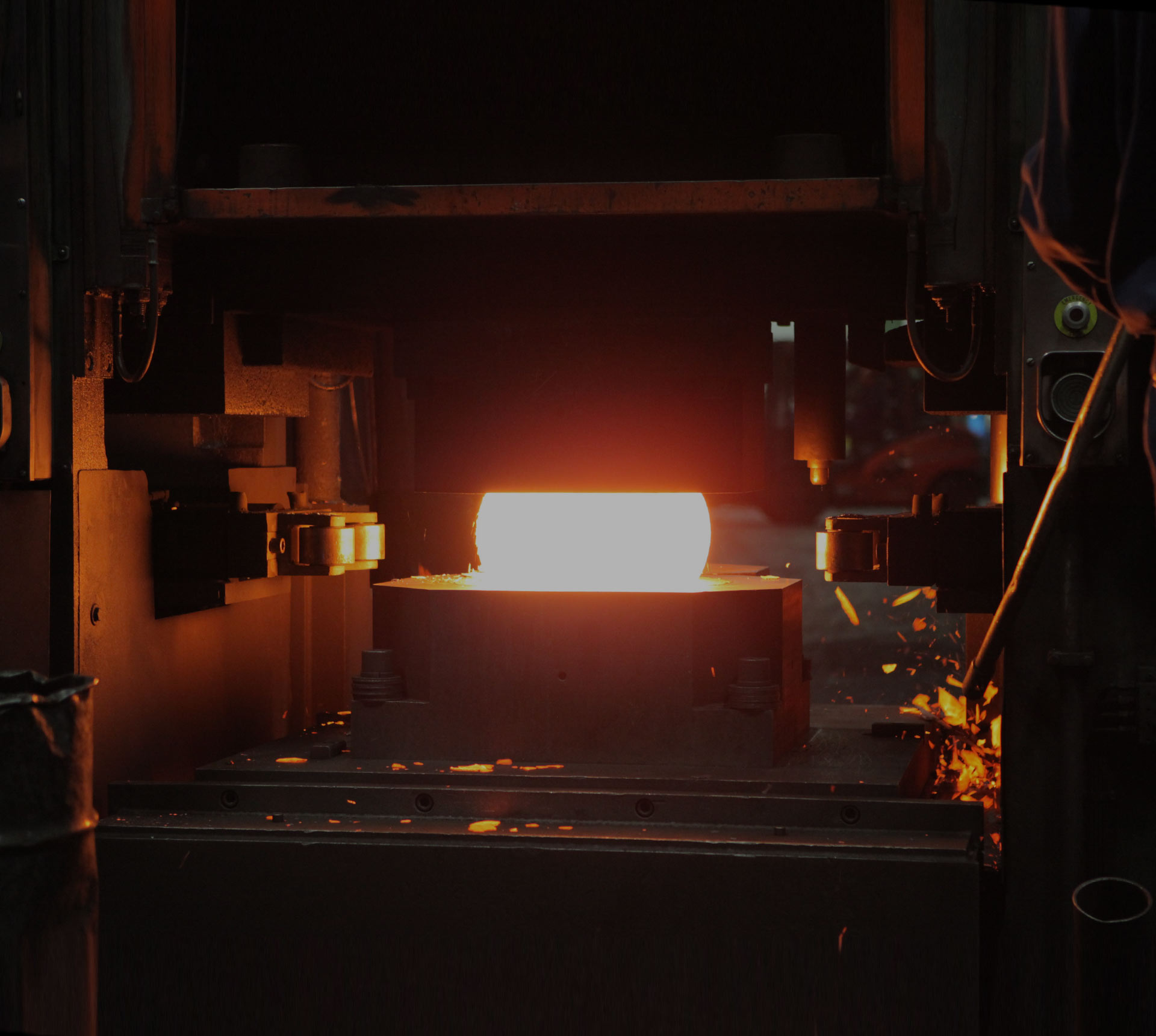
Smedning er en fremstillingsproces, hvor metal opvarmes til plastisk tilstand og formes ved hjælp af trykkræfter såsom hamring, presning eller rulning. I modsætning til andre formgivningsmetoder smelter eller hælder smedning ikke metal; det komprimerer og omarrangerer den indre kornstruktur for at skabe komponenter kendt som smednings . Resultatet er en metaldel med overlegen tæthed, styrke, udmattelsesbestandighed og strukturel integritet. Smedegods er bredt anerkendt som det førsteklasses valg til kritiske applikationer, hvor fejl kan føre til nedetid, skade eller katastrofal systemfejl.
Nutidens industrielle landskab kræver komponenter, der kan modstå ekstremt tryk, høj temperatur, tung belastning, korrosion, vibrationer og kontinuerlig drift. Det er derfor smedning forbliver uerstattelig i sektorer som el, skibsbygning, minedrift, petrokemi, fødevareforarbejdning og specialudstyret tungt maskineri. Producenter, der er specialiseret i one-stop smedning løsninger leverer end-to-end support fra design og materialevalg til produktion, varmebehandling, bearbejdning, svejsefremstilling og endelig test.
I modsætning hertil involverer støbning at smelte metal og hælde det i et formhulrum, hvor det afkøles og størkner til den ønskede form. Selvom støbning giver fordele i kompleksitet og omkostninger for visse ikke-kritiske dele, kan den ikke matche de mekaniske egenskaber og pålideligheden af smedegods. Formålet med denne artikel er at tydeliggøre forskellene mellem den virkelige verden smedning vs. støbning , hjælpe ingeniører og købere med at træffe informerede beslutninger og fremhæve den unikke værdi af professionelle smedetjenester på tværs af globale tunge industrier.
Hvordan smedning fungerer: Videnskaben bag højstyrke smedninger
Materialeforberedelse og opvarmning
Smedeprocessen begynder med nøje udvalgte råmaterialer, typisk legeret stål, kulstofstål, rustfrit stål, aluminium, titanium eller andre højtydende metaller. Disse materialer er valgt ud fra de mekaniske krav til den endelige komponent. Materialet skæres i ordentlige barrer og opvarmes til en præcis temperatur for at opnå optimal plasticitet uden at beskadige den indre struktur.
Kompressionsformning og kornstrukturforfining
Når det er opvarmet, placeres metallet i en smedepresse eller hammer, hvor ekstremt tryk omformer det. Denne trykkraft eliminerer indre hulrum, porøsitet og indeslutninger, der naturligt findes i råmetal. Vigtigst er det, at smedning justerer metallets kornstrøm for at følge delens kontur. Denne kontinuerlige kornstruktur er den primære årsag smednings udviser enestående trækstyrke, sejhed og modstandsdygtighed over for slag og træthed.
Varmebehandling, bearbejdning og efterbehandling
Efter formning gennemgår smedegodset varmebehandling, herunder bratkøling, temperering, normalisering eller udglødning for yderligere at forbedre hårdhed, styrke og stabilitet. Mange industrielle smedninger kræver præcisionsbearbejdning, boring, anboring og montering. Virksomheder tilbyder one-stop smedning integrere disse processer for at reducere gennemløbstider, forbedre konsistensen og sænke de samlede produktionsomkostninger. Svejsefremstilling kan også inkluderes til komplekse samlinger, der kombinerer flere smedede komponenter.
Test og kvalitetssikring
Sektorer med høj efterspørgsel som f.eks elektrisk kraft energi smedninger and skibs- og havnemaskineri smedegods kræver streng kvalitetskontrol. Ultralydstestning, magnetisk partikelinspektion, hårdhedstestning, kemisk analyse og mekanisk testning sikrer, at enhver smedning opfylder internationale standarder. Dette niveau af pålidelighed er ikke altid praktisk eller omkostningseffektivt i støbeproduktion.
Hvad er casting? Et hurtigt overblik over støbeprocessen
Støbning er en af de ældste metalformningsprocesser. Det går ud på at smelte metal til væske, hælde det i en præfabrikeret form, lade det afkøle og størkne, og derefter fjerne formen for at afsløre den færdige del. Støbning udmærker sig ved at producere komplekse, hule eller indviklet formede komponenter, som ville være svære eller dyre at bearbejde eller smed. Almindelige støbemetoder omfatter sandstøbning, trykstøbning, investeringsstøbning og permanent formstøbning.
Støbning er meget udbredt i bilindustrien, forbrugsvarer, dekorative dele og ikke-bærende strukturelle komponenter. Men fordi metallet størkner frit fra væske til fast stof, har det tendens til at udvikle indre porøsitet, krympehulrum og tilfældig kornstruktur. Disse egenskaber reducerer den samlede styrke, træthedslevetid og pålidelighed under kraftig stress eller ekstreme forhold.
Til applikationer, hvor sikkerhed og holdbarhed er kritisk, erstattes støbning ofte med smedning eller opgraderet til smedegods med høj integritet. Forståelse af, hvor hver proces passer, er afgørende for omkostningskontrol og præstationssikring.
Smedning vs. Casting: Direct Comparison of Mechanical Properties
Den væsentligste forskel mellem smedning vs. støbning ligger i mekanisk ydeevne. Nedenfor er en detaljeret sammenligning baseret på industrielle materialetestdata:
| Ejendom | Smedning | Casting |
|---|---|---|
| Trækstyrke | 20-30 % højere | Lavere, inkonsekvent |
| Træthedsmodstand | Fremragende | Dårlig til moderat |
| Slagstyrke | Superior | Begrænset |
| Interne defekter | Næsten elimineret | Fælles porøsitet |
| Strukturens ensartethed | Meget ensartet | Variabel |
Data fra flere industrielle materialelaboratorier bekræfter det smednings konsekvent overgå støbte dele under virkelige driftsforhold. Komponenter under dynamisk belastning, cyklisk stress eller høj stød skal smedes for at sikre langsigtet pålidelighed.
Hvorfor smedning dominerer den tunge industri: Anvendelser af smedegods
Elkraft Energismedning
Elektrisk energismedning er blandt de mest teknisk krævende produkter i smedeindustrien. De omfatter turbineaksler, generatorrotorer, ventilhuse, flanger, trykdele og hardware til termisk kraft, vandkraft, vindkraft og atomkraftsystemer. Disse komponenter fungerer under ekstremt tryk, temperatur og rotationskraft. Enhver fejl kan resultere i strømafbrydelser, ødelæggelse af udstyr eller sikkerhedsrisici. Af denne grund, smedning er den eneste acceptable fremstillingsmetode.
Smedning af skibs- og havnemaskiner
Marine- og havneudstyr skal modstå korrosion, saltvandseksponering, kraftige stød og kontinuerlige vibrationer. Skibs- og havnemaskineri smedegods omfatter rordele, propelaksler, motorkomponenter, krankroge, beslag, koblingsdele og strukturelle konnektorer. Marineindustrien håndhæver strenge klassifikationssamfundsstandarder og kun høj kvalitet smednings kan bestå certificering.
Minedrift og metallurgi smedegods
Mine- og metallurgimaskiner fungerer 24/7 i slibende miljøer med meget støv og tung belastning. Smedning til minedrift og metallurgi omfatter knusedele, hammerhoveder, gearaksler, plejlstænger, mølleforinger og transportbåndskomponenter. Disse dele oplever ekstremt slid og stød. Støbte dele ville fejle inden for få uger, mens de var korrekt fremstillet smednings kan fungere i årevis.
Fødevare- og fodermaskiner Smedegods
Hygiejne, holdbarhed og korrosionsbestandighed er afgørende i fødevareforarbejdning. Fødevare- og fodermaskiner smedegods omfatter ekstruderskruer, blandeaksler, skærenav, trykhuse og drivkomponenter. Smedematerialer i rustfrit stål sikrer overholdelse af fødevaresikkerhedsstandarder, samtidig med at den mekaniske styrke bibeholdes under kontinuerlig drift.
Petrokemisk industri smedegods
Den petrokemiske industri involverer højt tryk, brændbare materialer og ætsende væsker. Smedegods i den petrokemiske industri omfatter ventilhuse, pumpedele, trykbeholdere, flanger og rørledningskomponenter. Lækage eller fejl kan føre til eksplosioner, brande eller miljøkatastrofer. Af denne grund, smedning er obligatorisk i globale petrokemiske standarder.
Ikke-standard tilpassede smedegods
Mange industrielle projekter kræver unikke, ikke-standardiserede komponenter. Ikke-standard tilpasset smedegods levere skræddersyede løsninger til specialiseret maskineri, reservedele og innovative tekniske designs. Professionelle smedeproducenter understøtter tilpassede tegninger, materialer og ydeevnekrav.
Fordele ved One-Stop Smedeløsninger
Moderne industrielle købere foretrækker i stigende grad one-stop smedning tjenester, fordi de forenkler forsyningskæder, forbedrer kvalitetskonsistensen og reducerer omkostningerne. En ægte one-stop smedeleverandør tilbyder:
- Custom engineering og designsupport
- Materialevalg og certificering
- Varmsmedning, varmsmedning eller koldsmedning
- Komplet varmebehandlingsprocesser
- Præcis CNC-bearbejdning og -drejning
- Svejsefremstilling og montering
- Ikke-destruktiv test og kvalitetsinspektion
- Emballage, logistik og eftersalgssupport
Ved at konsolidere alle processer under én producent undgår kunderne kommunikationshuller, leveringsforsinkelser og kvalitetsinkonsistens forårsaget af flere underleverandører. For store mængder ordrer og kritiske projekter, one-stop smedning er den mest effektive og pålidelige løsning.
Hvornår skal man vælge smedning vs. støbning: Praktisk beslutningsvejledning
At vælge imellem smedning vs. støbning afhænger af belastningsforhold, sikkerhedskrav, miljø, levetid, budget og produktionsvolumen. Brug følgende guide til beslutningstagning i den virkelige verden:
Vælg smedning, når:
- Delen bærer høj belastning, stød eller cyklisk belastning
- Sikkerhed og pålidelighed er topprioriteter
- Komponenten fungerer ved ekstreme temperaturer eller tryk
- Lang levetid og lav vedligeholdelse er påkrævet
- Industrien efterspørger smedegoder som energi, skibsbygning, minedrift
Vælg casting, når:
- Delen har en meget kompleks intern eller ekstern geometri
- Komponenten er ikke-bærende eller belastende
- Produktionsomkostningerne skal minimeres for dele med lav ydeevne
- Kort leveringstid for enkle, ikke-kritiske komponenter
Ofte stillede spørgsmål om smedning vs. støbning
Q1: Er smedegods stærkere end støbte dele?
A: Ja. Smedegods har en raffineret, kontinuerlig kornstruktur og næsten ingen indre porøsitet. Test viser, at smedegods giver 20–30 % højere trækstyrke og væsentlig bedre trætheds- og slagfasthed end støbegods.
Q2: Hvilke industrier er mest afhængige af smedegods?
A: Større industrier omfatter elkraft, skibs- og havnemaskineri, minedrift og metallurgi, fødevare- og fodermaskineri, petrokemi, rumfart, bilindustrien og tunge maskiner. Alle stoler på smedning for kritiske komponenter.
Q3: Hvad er one-stop smedning?
A: One-stop smedning er en fuldserviceløsning, der dækker design, materiale, smedning, varmebehandling, bearbejdning, svejsefremstilling , test og levering. Det forenkler indkøb og sikrer ensartet kvalitet.
Q4: Kan du producere ikke-standard tilpassede smedninger?
A: Ja. Professionelle smedningsproducenter producerer regelmæssigt ikke-stogard tilpasset smedegods baseret på kundetegninger, specifikationer og ydeevnekrav.
Spørgsmål 5: Hvorfor er smedning af elektrisk energi så vigtigt?
A: Elektrisk energismedning fungerer i miljøer med høj temperatur, højtryk og høj hastighed. Deres pålidelighed påvirker direkte kraftværkets sikkerhed, effektivitet og kontinuerlig drift.
Q6: Er svejsefremstilling tilgængelig med smedede komponenter?
A: Ja. Mange smedede samlinger kræver svejsefremstilling . One-stop smedningsudbydere inkluderer ofte svejsning, bearbejdning og montage i deres tjenester.
Q7: Hvor længe holder smedegods sammenlignet med støbegods?
A: I tunge industrielle applikationer, korrekt fremstillet smednings holder typisk 3-10 gange længere end støbte dele, hvilket reducerer omkostningerne ved udskiftning og nedetid.
Q8: Kan smedning matche kompleksiteten af støbning?
A: Moderne smedningsteknologi, herunder præcisionsmatricer, CNC-bearbejdning og smedning i næsten netform tillader meget komplekse former. For kritiske dele opvejer ydeevnefordelene ved smedning langt mindre kompleksitetsafvejninger.







Nyheder
Send os besked lige nu!
-
Mobil terminal
-
Hurtige links
Produkter Om os Udstyr & Kapacitet Kvalitet Nyheder Kontakt os -
Produktkategori
Elkraft Energismedning Skibs- og Havnemaskineri Smedegods Smedning af minedrift og metallurgi Smedning af fødevare- og fodermaskiner Petrokemisk industri smedegods Svejsefremstilling TILPASSET FINISH DELE -
Kontakt os
Mob.: +86-173 7218 0878 Tel.: +86-515-8389 0396 E-mail: ivy.zhai@aceprocess.cn Add.: No.21 Jinfeng Road, Economic Development Park, Dafeng District, Yancheng City, Jiangsu, Kina
Copyright © 2025 Yancheng ACE Machinery Co., Ltd. Alle rettigheder forbeholdes.
Kina åbne støbe smedning producent
leverandør af specialfremstillet præcisionssmed
